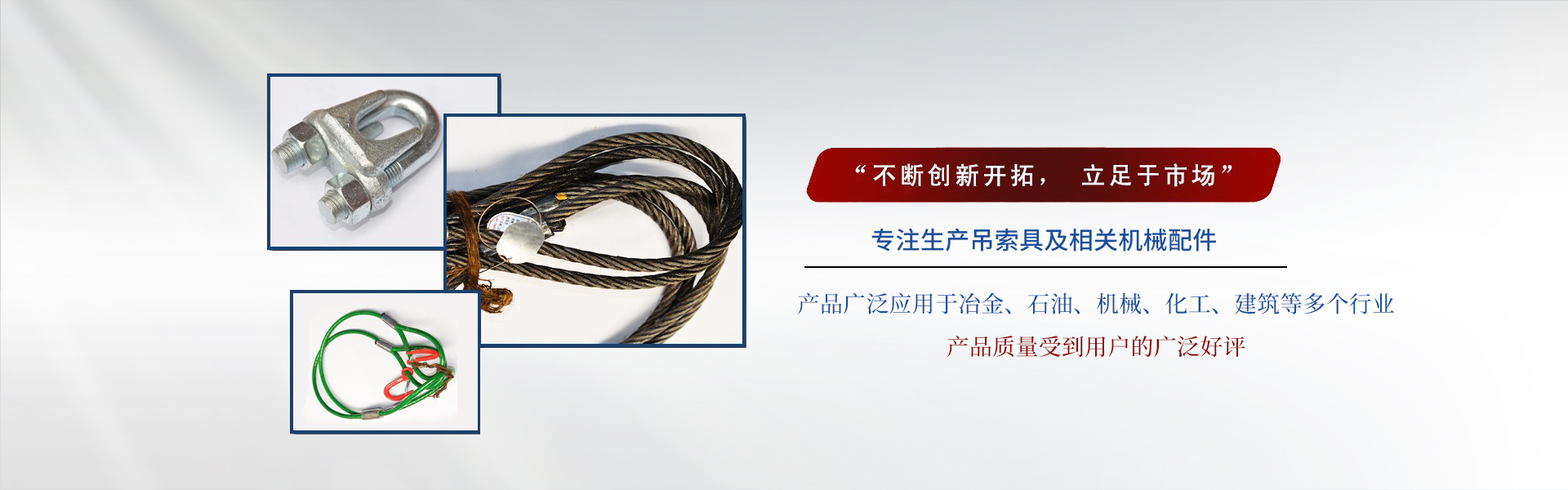

壓制鋼絲繩和插編鋼絲繩索具工藝特點
發(fā)布時間:2021-12-20瀏覽次數(shù):722
編織工藝簡單,小直徑繩可以手動操作;壓索具需要鋁套和鋼絲繩套壓機(jī),成本高于插編。與相同直徑相比,壓縮固結(jié)率約為0.8,插入率約為0.65。因此,在直徑相同的情況下,壓縮結(jié)構(gòu)承受的載荷更大,也更安全。
1.如果是鋼芯鋼絲繩,很難插入和編織。
2.相同直徑下,壓入鋁套管,鑄件的起重量更大更安全。
3.澆注時,鋼絲繩應(yīng)先穿過敞開的電纜接頭,然后將鋼絲繩打散,再用專用膠水澆注。
4、鋁合金管壓制、鑄造省去了繩索。
5、插入時,鋼絲繩夾有大量繩索。
6.用繩夾連接時,注意鋼絲繩直徑與繩夾數(shù)量的匹配比例和繩夾之間的距離。
7.壓制固結(jié)率約為0.9,插入率約為0.65。
上一篇:
怎樣對鋼絲繩索具進(jìn)行定期潤滑
下一篇:
使用無接頭鋼絲繩索具注意事項